全国服务热线
13752626222
十年经验 十年荣耀 天津方管生产厂家
天津友发鑫宝钢管制造有限公司 联系人:武经理 手机:13752626222 微信:13752626222 QQ:834061275 地址:天津市静海开发区
消防镀锌钢管
方管厂
镀锌钢管厂
方矩管
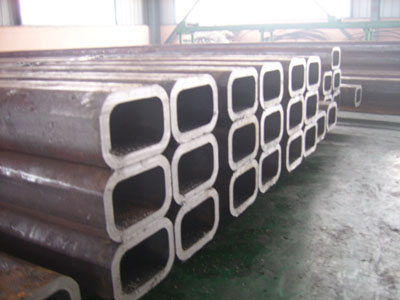
无缝方矩管
Q355B方管
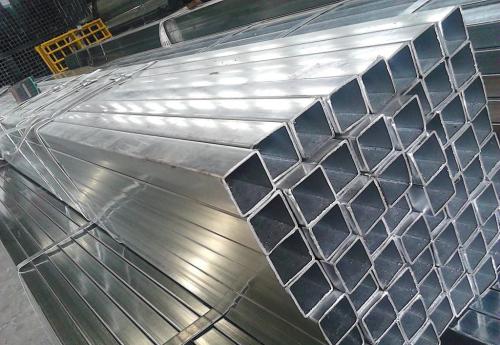
镀锌方管
镀锌无缝钢管
扫一扫 关注我们
全国服务热线:
地 址:天津静海开发区 联系电话: 13752626222
津ICP备20002092号-2
QQ客服










 QQ客服
QQ客服